Vistas:0 Autor:Editor del sitio Hora de publicación: 2022-01-10 Origen:Sitio
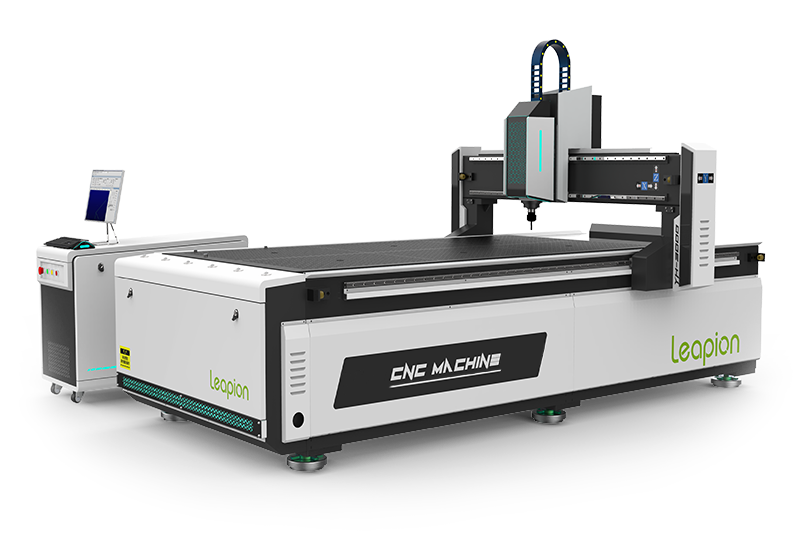
ElMáquina de grabado de carpintería CNCtiene una tabla de adsorción de vacío, es decir, la bomba de vacío forma un vacío en la superficie inferior de la tabla, de modo que el material se adsorbe firmemente en la superficie de la tabla, evitando la abrazadera manual complicada de la mesa de aluminio, y mejorando enormemente la mejora de la eficiencia de producción. Hoy, Leapion Laser compartirá con usted los métodos de mantenimiento de la bomba de vacío de laMáquina de grabado de carpintería CNC.
1. El método de tratamiento de detener la bomba durante mucho tiempo.
Si la bomba de vacío deja de funcionar durante aproximadamente 4 semanas, la bomba debe vaciarse completamente con anticipación de acuerdo con el ítem 3, y luego se debe realizar el tratamiento anticorrosión, es decir, se vierte 1/2 litro de aceite anticorrosión. en la bomba de vacío del puerto de succión o el puerto de escape, y luego por un corto tiempo. Corriendo.
Si el impulsor está atascado después de que la bomba se detiene durante mucho tiempo debido al uso de agua dura, la cavidad de la bomba debe llenarse con un ácido oxálico al 10% durante aproximadamente 30 minutos.
2. Si se usa agua dura como fluido de trabajo, se debe ablandar el agua dura, o la bomba de vacío debe lavarse con solvente regularmente.
3. LUBRICACIÓN
En condiciones normales de trabajo, al usar un motor de 50Hz: después de 20,000 horas de operación o hasta tres años, la grasa de desecho y las mercancías robadas en los espacios de cojinetes y accesorios deben retirarse y rellenar con nueva grasa. La grasa inyectada debe representar el 50% del espacio libre del cojinete y el 65% del espacio de la cubierta del cojinete.
Si las condiciones de trabajo son muy malas, el ciclo de reemplazo de grasa se acortará en consecuencia.
4. Cuando el aire está agotado, abra la salida de agua del tanque de agua para permitir que el líquido fluya hacia afuera. Y gire la bomba de vacío girando el ventilador a mano hasta que ningún líquido fluya hacia afuera.
Incline la bomba 45 grados, que básicamente puede vaciar la bomba de vacío. De esta manera, incluso si la bomba de vacío no se usa durante mucho tiempo o en un clima frío, la bomba no se dañará.
5. Para evitar que el impulsor y el cuerpo de la bomba se desgastan o se atascan, las partículas de polvo que ingresan a la cavidad de la bomba con gas y fluido de trabajo deben eliminarse a través del puerto de lavado en la parte inferior de la cubierta de la bomba.
1. Compruebe si el voltaje del circuito del motor es normal;
2. Compruebe si la bomba de aire circulante de agua se llena con menos agua, ya sea que el motor esté atascado y oxidado, y retire el eje giratorio de la red de protección del ventilador del motor;
3. Compruebe el bloqueo del filtro en la bomba de vacío y limpie;
4. Compruebe si hay fugas de aire en la encimera o la tubería y corríjala;
5. Invierta las dos líneas de UVW en el motor para cambiar la dirección del motor.
Para más información y contenido sobreMáquinas de grabado CNC de carpintería, por favor preste atención al láser de salto.